7 Troubleshooting Tips for Polishing on Your Line Machine
by TERMINATOR® D.I.A. Diamond Products
Click here to download PDF version.
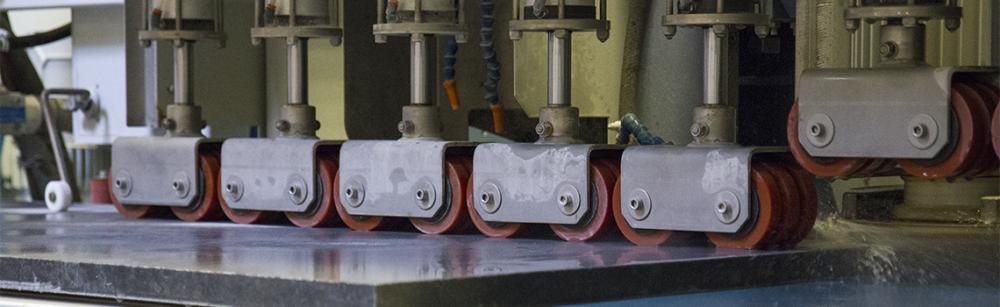
Do you have the impression that Vertical and Horizontal Line Machine Polishing is a “plug and go” process?
While this might be true for some fabricators in the short term, this often unrealistic notion has led to much frustration among shops, time and time again. The truth is that Line Machines do an excellent job producing simple edges at high volumes rather quickly. However, unless you are aware of certain variables that can affect the “plug and go” process, or are not on top of your machine maintenance, producing a poorly polished edge often happens sooner or later.
Here you’ll find Terminator’s universal Best Practice Tips for Line Machine Polishing.
Note: Individual pressures and parameters will not be covered in this resource, as those are highly specific to the machine type and manufacturer.
How to Avoid Scalloping
Scalloping is a term used to describe lines left in the stone following the polishing wheel sequence, which tends to resemble the pattern of consecutive half-moon shapes. After conducting hundreds of tool set-ups on auto-edge machines, we’ve found that those without the ability to run 18-19 cycles per tool head on radius profiles, experience this cosmetic issue as a common by-product.
One cycle indicates the full revolution sequence of a wheel beginning at the top position, then rotating down to the bottom of a radius and returning once again back up to the initial start position.
Best Practice Tip 1: Adjust Belt Speed
With your belt running too fast, naturally as the stone travels down, the result will be less cycles per linear foot which means an increased risk of developing scallop lines.
If you have a machine that operates under 18-19 cycles per minute, one tip you can try is reducing the belt speed to the point that the desired cycles per minute and finished polish quality is achieved.
Best Practice Tip 2: Offset Polishing Wheels
Using a polishing wheel specifically constructed so that the pad and backer are offset from one another creates a unique solution. For example, when a standard wheel spins, it does so eccentrically, meaning it rotates around a perfectly centralized axis. However, if you’re a shop that suffers from scalloping, you’d greatly benefit from using an off-axis, oscillating polishing wheel.
Best Practice Tip 3: Water Quality and Amount
Shops must never overlook the amount and quality of water running through their machines. For those shops using a water filtration system, we recommend a minimum of 10-15 microns of water purity. If the purity in your system does not meet this criteria, you will likely experience premature tool wear, and the quality of your polish will diminish on certain materials. Copious water is always suggested to act as a coolant and lubricant in the polishing process. This is especially important when working with engineered stone materials, which necessitate increased water compared to granite.
Monitoring Machine Conditions and Operation
Improper machine maintenance and working conditions is by far one of the most common hurdles we see during tool set-ups. This involves four main areas:
Best Practice Tip 4: Bearings and Seals
Operating with worn out bearings and seals makes it nearly impossibly for spindle heads to engage and disengage as intended. With normal use, over time it is natural that these components will experience wear, however when running for long periods of time unchecked, two situations frequently result.
fig. a
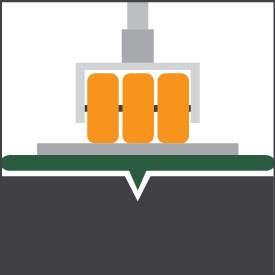
1. Wheels tend to engage too early, which can result in crashing the tool
2. Wheels tend to engage too late, which can leave the beginning and end of a slab unpolished (fig. a)
The condition of your bearings and seals will therefore affect your staggers and require (provided you do not maintain/replace your bearings and seals in a timely manner) to adjust your entrance and exit parameters accordingly.
Best Practice Tip 5: Setting Staggers
As mentioned above, worn out bearings and seals can directly impact your staggers. The phrase “setting your staggers” refers to programming the timing of entrance and exits pertaining to each wheel. Improper stagger rates will affect all polishing wheels in the sequence, as these tools in contrast to metal grinding wheels, work by pressure and are said to be “floating”.
We suggest first checking the conditions of your bearings and seals to see if they need to be replaced/better maintained, and second, look at adjusting how your staggers are programmed to accommodate as necessary.
Best Practice Tip 6: Dysfunctional Pneumatic Pistons
The functionality of your slab locking pistons are critical to holding down materials. Using pistons that lack the proper downward force can cause unsecured material to be displaced or pushed outward by the grinding and polishing wheels, thus affecting the ability for these tools to do their job effectively.
Best Practice Tip 7: Checking the Conveyor Belt
Beneath each conveyor belt is a set of idle rollers and a central groove that keeps the belt traveling in straight alignment. If your belt is either too worn out, or left unchecked, you run the risk of it shifting off a straight path causing the polishing wheels to miss the necessary contact with the stone. Check to ensure your belt is running along a straight track so it can act as a proper guide for the material.
Terminator Offset Wheels
If you’re a fabricator noticing scallops showing up in your finished edge, try utilizing an offset wheel to solve the problem and enhance your polish. There are two 5” wheel options offered by Terminator.
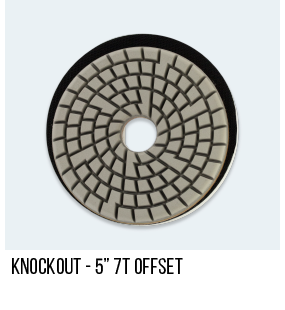



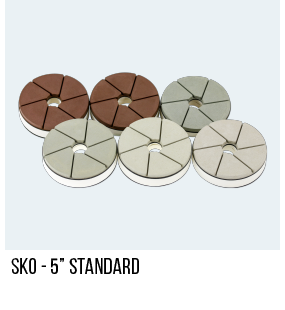
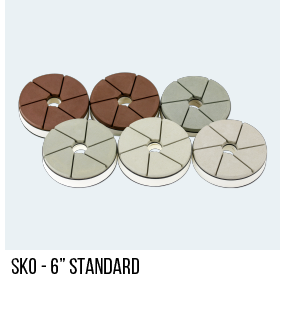
While both wheels are made from similar diamond compositions, one of the main differences between the two is that Knockout wheels, due to their multi-teeth design, allow for more water to evenly disperse throughout the wheel. If you’re in a situation where getting enough water to your machine is a challenge, these wheels would be excellent for your needs. SKO wheels on the other hand tend to last slightly longer than the Knockout wheels, however require copious amounts of water to function optimally.
Thank you for reading!
Team TERMINATOR® D.I.A. Diamond Products
ALL CONTENT AND GRAPHICS WITHIN THIS DOCUMENT BELONG TO TERMINATOR® D.I.A. DIAMOND PRODUCTS. ALL RIGHTS RESERVED.
TO USE ANY OR ALL OF THIS INFORMATION FOR YOUR COMPANY, PLEASE REQUEST PERMISSION BY CONTACTING US HERE.
